应用工艺方案
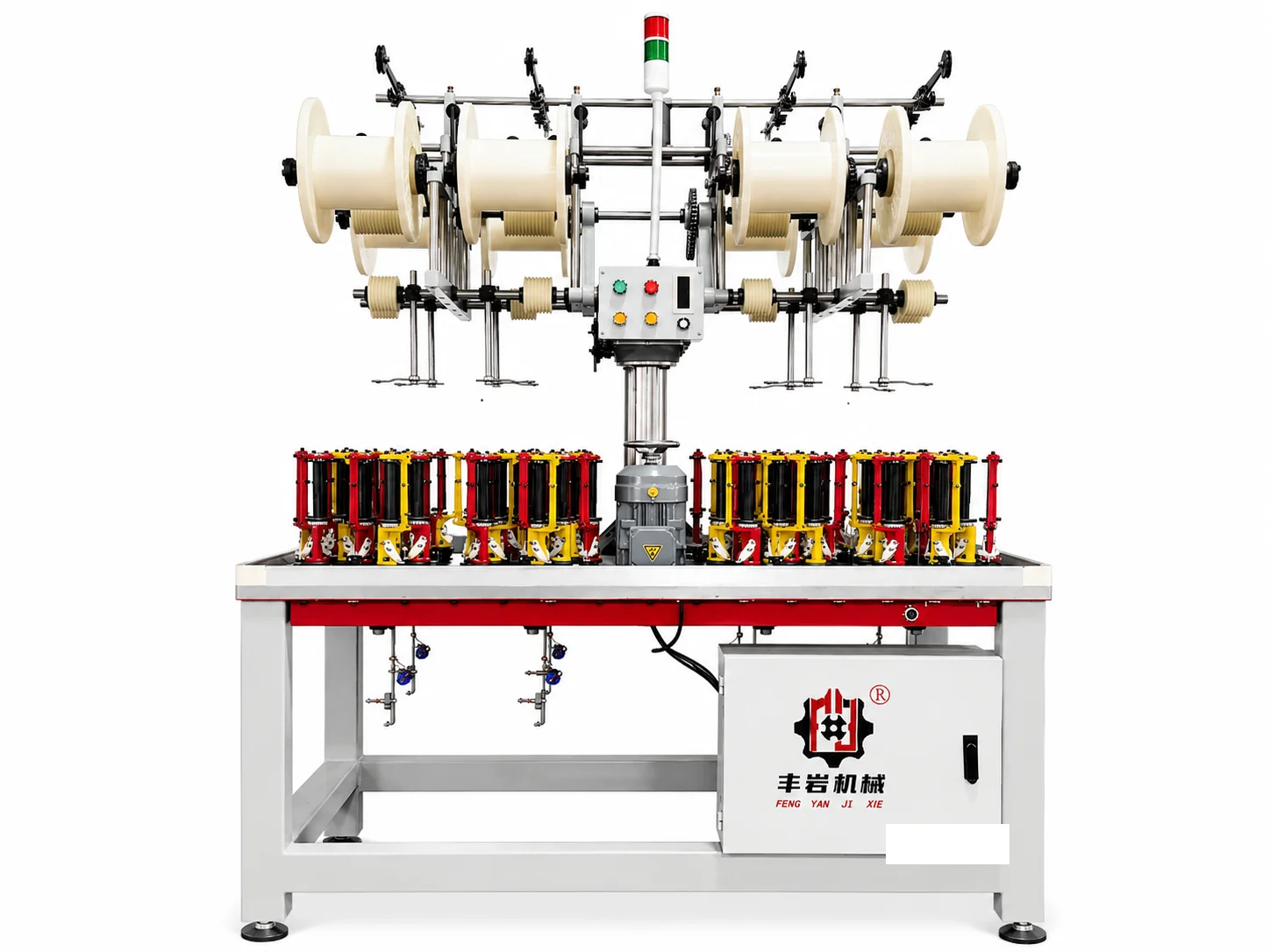
保护性与美观性兼具的消费电子线材编织设备
充电线编织外层不仅能保护内部精密导线免受弯折损伤和电磁干扰,还能显著提升产品质感和品牌价值。丰岩机械提供从USB-C到Lightning、从单色简约到渐变炫彩的全系列充电线编织解决方案,支持尼龙、PET、金属丝等多种外层材料,满足消费电子市场对品质和效率的双重需求。
材料适配
适用材料
尼龙66(200D-800D)
PET单丝
镀锡铜丝(屏蔽层)
铝镁合金丝
涤纶色纱
推荐机型
推荐设备
质量控制
质量控制标准
编织覆盖率
≥85%,目视无透光
线径一致性
外径偏差≤±5%
编织层附着力
轴向滑动≤2mm/10N拉力
弯折寿命
≥10000次(半径20mm)
阻燃性
UL VW-1或IEC 60332
外观质量
无色差、无污染、无散头