应用工艺方案
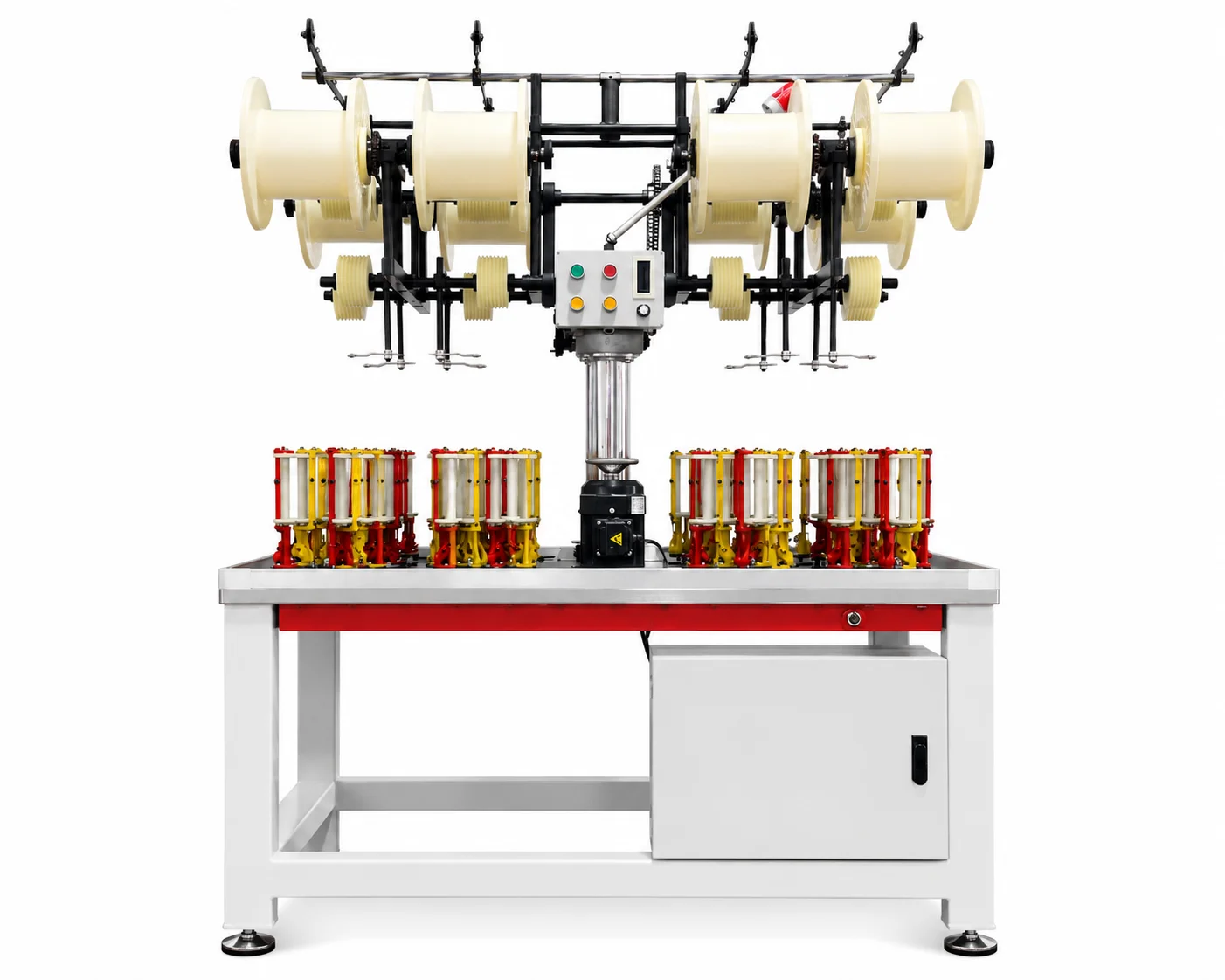
高精度、高强度、超耐磨的专业钓鱼线编织设备
PE(超高分子量聚乙烯)钓鱼线因其超高强度、超轻重量和出色的耐磨性,已成为高端渔具市场的主流选择。丰岩机械提供从4编到16编的全系列钓鱼线编织解决方案,配备精密伺服张力控制系统,确保每根线的张力偏差控制在5%以内,编织密度均匀性达到行业领先水平。
材料适配
适用材料
PE原丝(200D-3000D)
Dyneema纤维
Spectra纤维
尼龙涂层纱
氟碳涂层纱
推荐机型
推荐设备
质量控制
质量控制标准
线径均匀性
直径偏差≤±3%
编织密度
覆盖率≥85%,偏差≤±2%
结节强度
≥线体断裂强度的60%
耐磨性
Taber磨耗1000转质量损失≤3%
拉伸强度
≥标称值95%
颜色牢度
GB/T 3921-2008 ≥4级