Application engineering
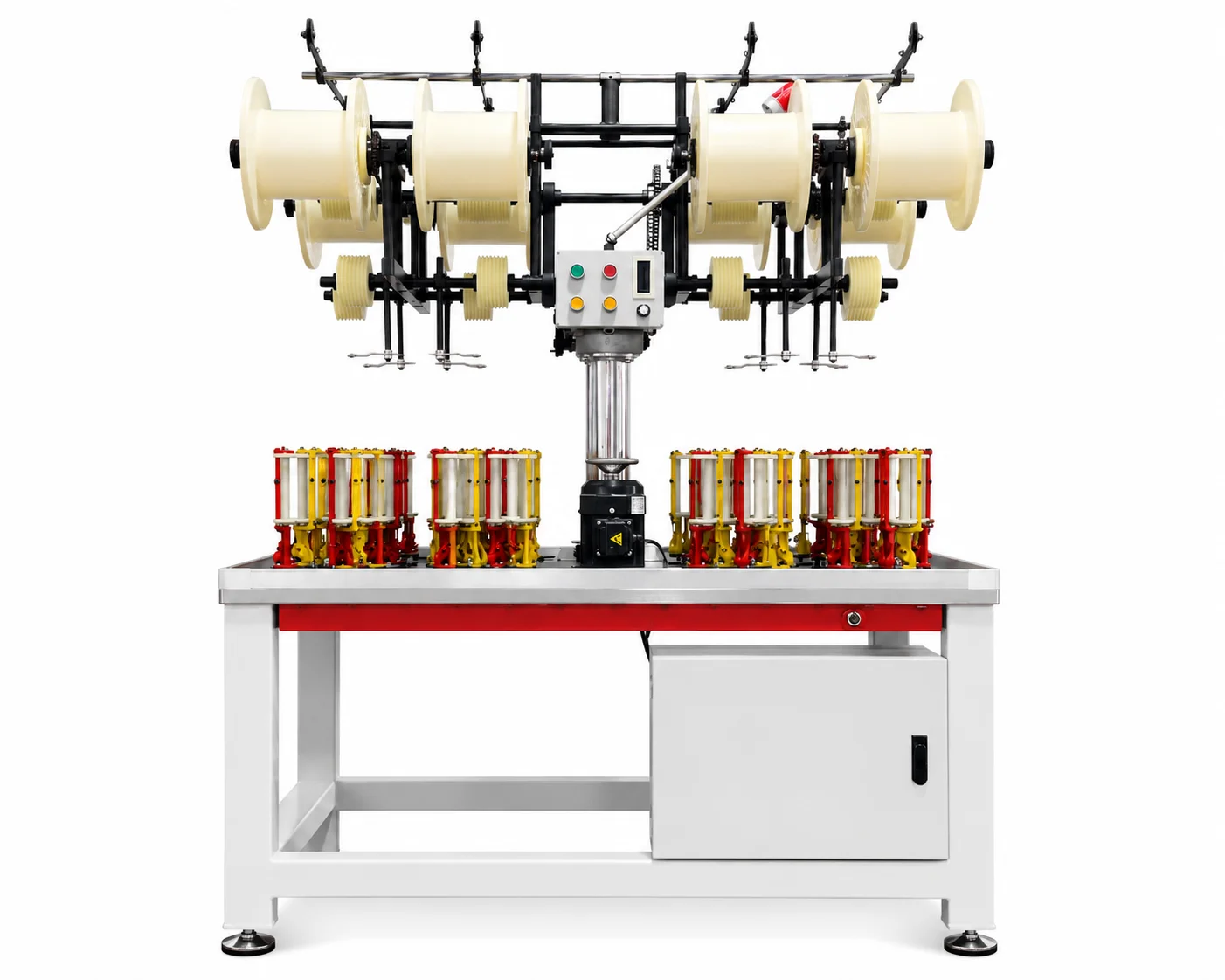
High-precision, high-strength, ultra-durable professional fishing line braiding equipment
PE (Ultra-High Molecular Weight Polyethylene) fishing line has become the mainstream choice in the high-end fishing tackle market due to its ultra-high strength, ultra-light weight, and excellent abrasion resistance. Fengyan Machinery provides full-series fishing line braiding solutions from 4-strand to 16-strand, equipped with precision servo tension control systems ensuring inter-yarn tension deviation within 5% and industry-leading braiding density uniformity.
Material fit
Applicable Materials
PE raw yarn (200D-3000D)
Dyneema fiber
Spectra fiber
nylon coated yarn
fluorocarbon coated yarn
Machine match
Recommended Equipment
FY-16 High Speed Braiding Machine
Suitable for 4-strand/8-strand PE fishing line, high cost-performance, compact footprint
Config: Recommended options: servo spindle, precision tension control, pre-heating device
FY-24 High Speed Braiding Machine
Suitable for 12-strand/16-strand high-density PE fishing line, higher capacity
Config: Recommended options: double-layer carrier seat, auto yarn change, online tension monitoring
Quality checkpoints
Quality Control Standards
Line Diameter Uniformity
Diameter deviation ≤±3%
Braiding Density
Coverage ≥85%, deviation ≤±2%
Knot Strength
≥60% of line breaking strength
Abrasion Resistance
Taber abrasion 1000 revolutions mass loss ≤3%
Tensile Strength
≥95% of nominal value
Color Fastness
GB/T 3921-2008 ≥Grade 4
Machine options
Related Products
FY-16 High Speed Braiding Machine
16 carriers | 280 RPM | 1.5kW
FY-24 High Speed Braiding Machine
24 carriers | 260 RPM | 2.2kW
Process reading
Related Articles
Start model selection
Get a Customized Solution
Our technical team will analyze your product requirements and recommend the most suitable equipment configuration and process parameters.
Submit Inquiry