Application engineering
Professional braiding equipment for motor insulation, wiring harness protection, and high-temperature sealing
Fiberglass sleeving is widely used in motor insulation, wiring harness protection, and high-temperature environment sealing. Its braiding process has special requirements for equipment precision, tension control, and post-processing. Fengyan Machinery provides full-series fiberglass sleeving braiding solutions covering Class A to Class C insulation grades, meeting high-end applications from household appliances to aerospace.
Material fit
Applicable Materials
E-glass alkali-free fiberglass (300-1200tex)
C-glass medium-alkali fiberglass
silane coupling agent sizing
polyurethane coating
silicone coating
PTFE coating
Machine match
Recommended Equipment
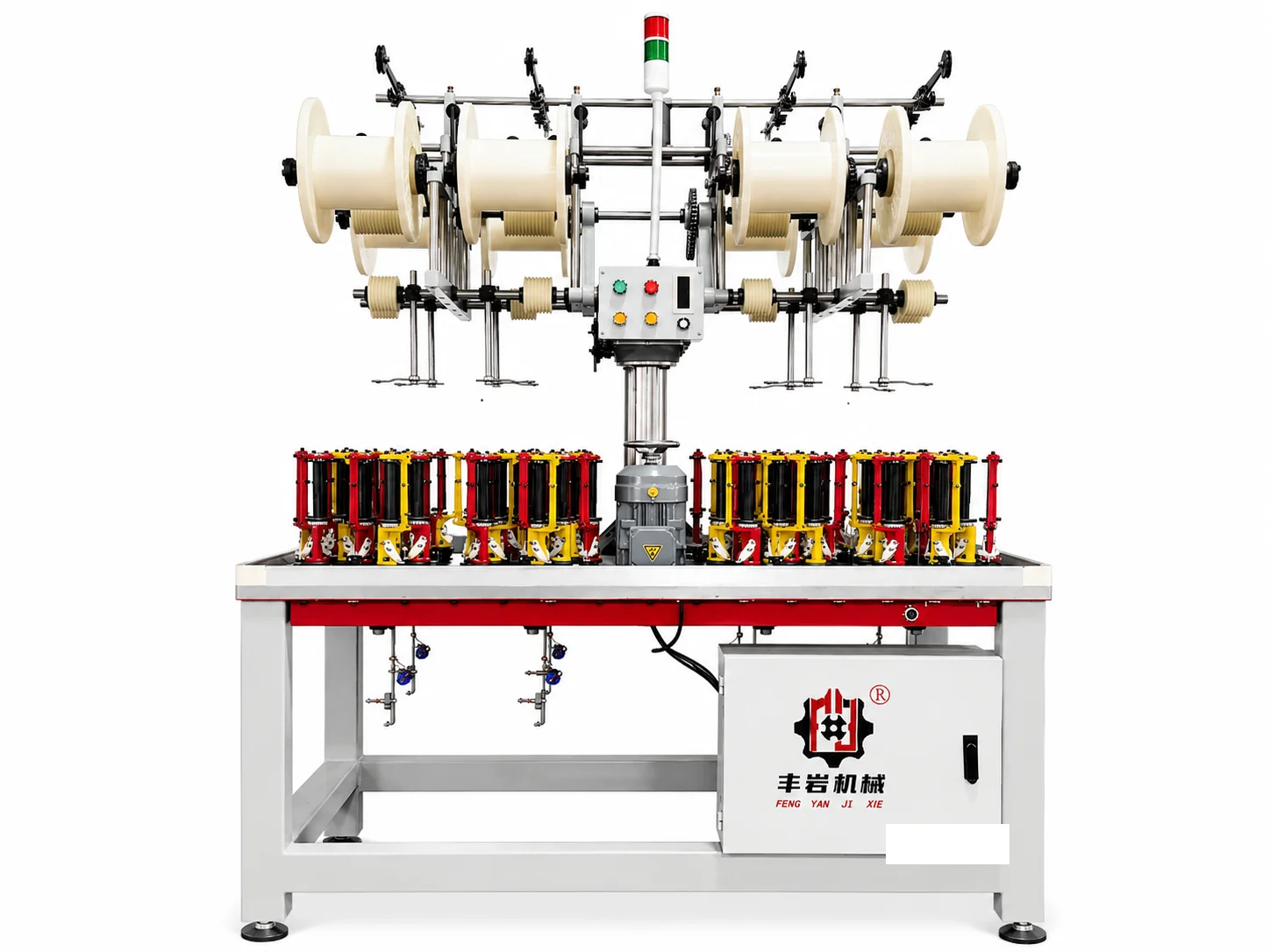
FY-24 High Speed Braiding Machine
Suitable for medium-diameter (6-16mm) standard insulation sleeving braiding
Config: Recommended options: low-tension control system, ceramic yarn guides, anti-static device
FY-32 High Speed Braiding Machine
Suitable for large-diameter (10-25mm) and double-layer braided sleeving
Config: Recommended options: double-layer carrier seat, precision pitch control, online wall thickness monitoring
Quality checkpoints
Quality Control Standards
Voltage Withstand Test
IEC 60684: 2kV/1min no breakdown
Insulation Resistance
Normal ≥10¹² Ω·cm, after damp heat ≥10¹⁰ Ω·cm
Tensile Strength
Axial ≥200N/10mm width
Abrasion Resistance
Taber abrasion 1000 revolutions mass loss ≤5%
Flame Retardancy
UL VW-1 vertical burning standard
Thermal Aging
After 180°C/168h, tensile strength retention ≥80%
Machine options
Related Products
FY-24 High Speed Braiding Machine
24 carriers | 260 RPM | 2.2kW
FY-32 High Speed Braiding Machine
32 carriers | 240 RPM | 3.0kW
Process reading
Related Articles
Start model selection
Get a Customized Solution
Our technical team will analyze your product requirements and recommend the most suitable equipment configuration and process parameters.
Submit Inquiry