Application engineering
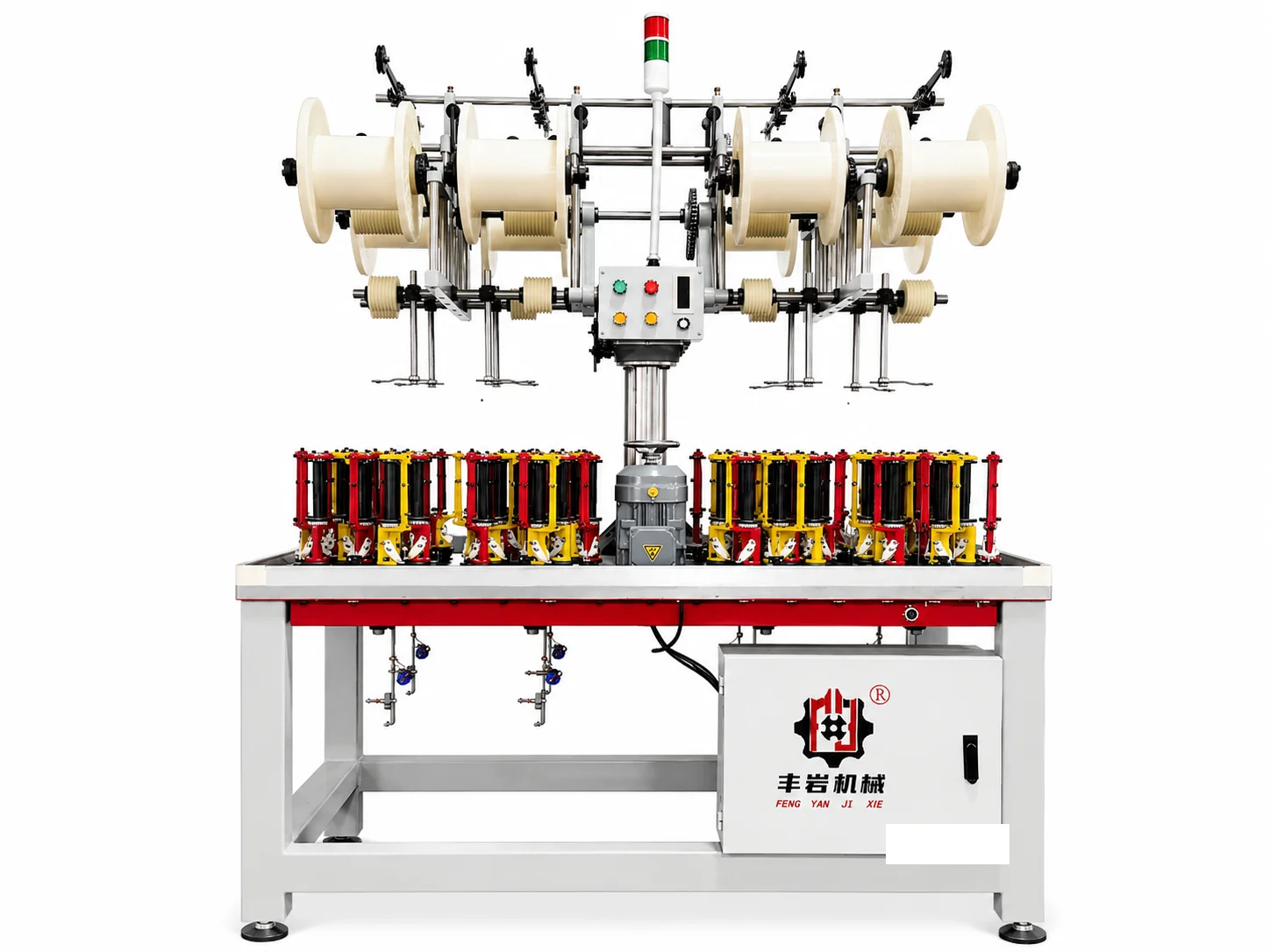
Consumer electronics cable braiding equipment combining protection and aesthetics
Charging cable braiding outer layers not only protect internal precision conductors from bending damage and electromagnetic interference, but also significantly enhance product texture and brand value. Fengyan Machinery provides full-series charging cable braiding solutions from USB-C to Lightning, from single-color minimalist to gradient dazzle, supporting nylon, PET, metallic yarn and other outer materials, meeting consumer electronics market demands for both quality and efficiency.
Material fit
Applicable Materials
nylon 66 (200D-800D)
PET monofilament
tinned copper wire (shielding)
aluminum-magnesium alloy wire
polyester colored yarn
Machine match
Recommended Equipment
FY-24 High Speed Braiding Machine
Suitable for standard USB/Type-C charging cable braiding, balancing capacity and precision
Config: Recommended options: small-diameter braiding head, core tension buffering system, precision guide wheels
FY-32 High Speed Braiding Machine
Suitable for large-diameter (≥5mm) or high-density braided data cables
Config: Recommended options: auto cutting/stripping integration, metallic yarn dedicated carriers
Quality checkpoints
Quality Control Standards
Braiding Coverage
≥85%, no light visible through
Cable Diameter Consistency
OD deviation ≤±5%
Braid Layer Adhesion
Axial sliding ≤2mm/10N pull
Bending Life
≥10000 cycles (radius 20mm)
Flame Retardancy
UL VW-1 or IEC 60332
Appearance Quality
No color difference, no contamination, no fraying
Machine options
Related Products
FY-24 High Speed Braiding Machine
24 carriers | 260 RPM | 2.2kW
FY-32 High Speed Braiding Machine
32 carriers | 240 RPM | 3.0kW
Process reading
Related Articles
Start model selection
Get a Customized Solution
Our technical team will analyze your product requirements and recommend the most suitable equipment configuration and process parameters.
Submit Inquiry