应用工艺方案
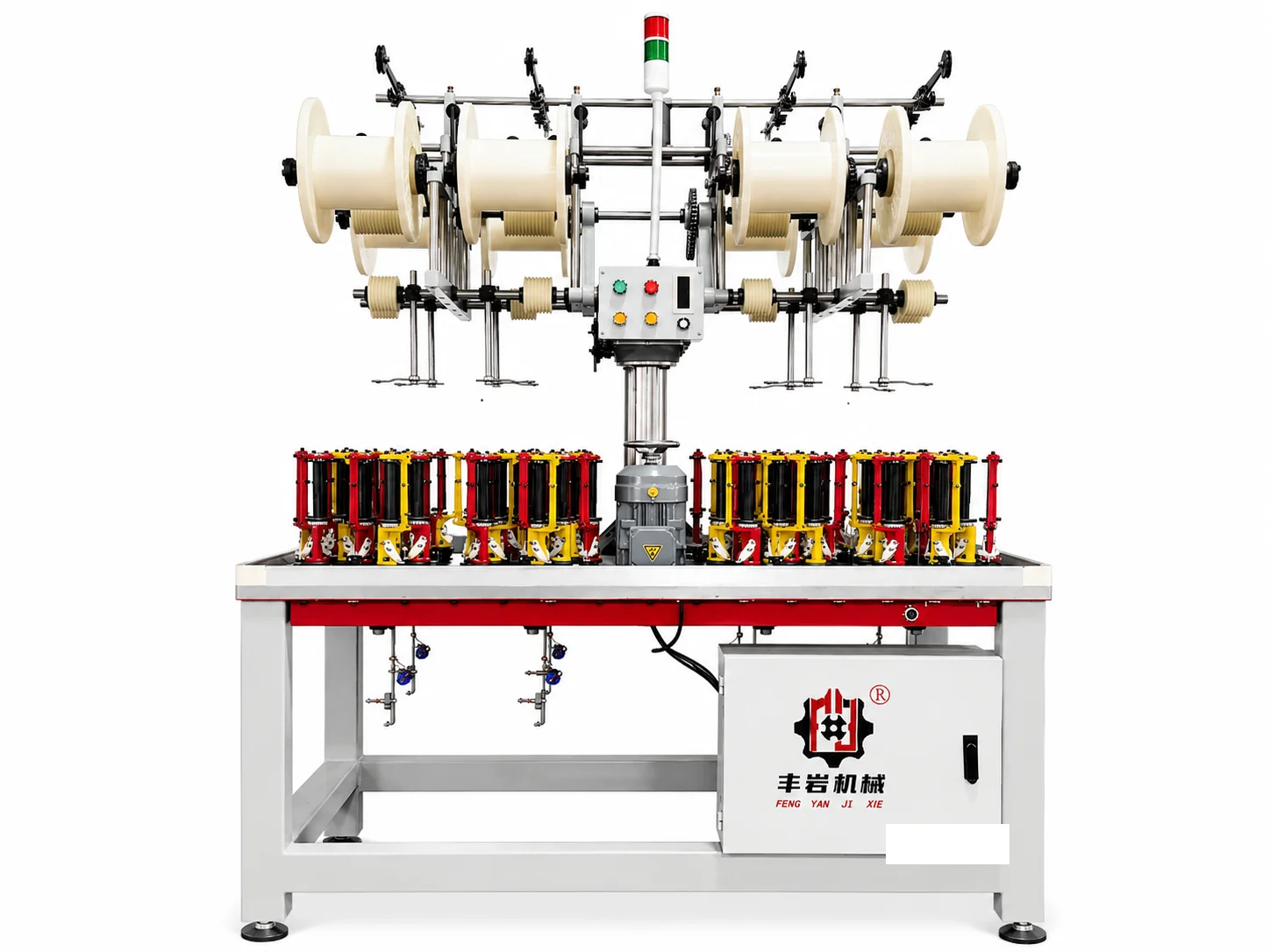
满足电机绝缘、线束保护和高温环境密封的专业编织设备
玻璃纤维套管广泛应用于电机绝缘、线束保护和高温环境密封,其编织工艺对设备精度、张力控制和后处理工序有特殊要求。丰岩机械提供覆盖A级到C级绝缘等级的全套玻璃纤维套管编织解决方案,满足从家用电器到航空航天的高端应用需求。
材料适配
适用材料
E-glass无碱玻璃纤维(300-1200tex)
C-glass中碱玻璃纤维
硅烷偶联剂浸润剂
聚氨酯涂层
有机硅涂层
PTFE涂层
推荐机型
推荐设备
质量控制
质量控制标准
耐电压测试
IEC 60684: 2kV/1min不击穿
绝缘电阻
常态≥10¹² Ω·cm,湿热后≥10¹⁰ Ω·cm
拉伸强度
轴向≥200N/10mm宽度
耐磨性
Taber磨耗1000转质量损失≤5%
阻燃性
UL VW-1垂直燃烧标准
热老化
180°C/168h后拉伸强度保持率≥80%