应用工艺方案
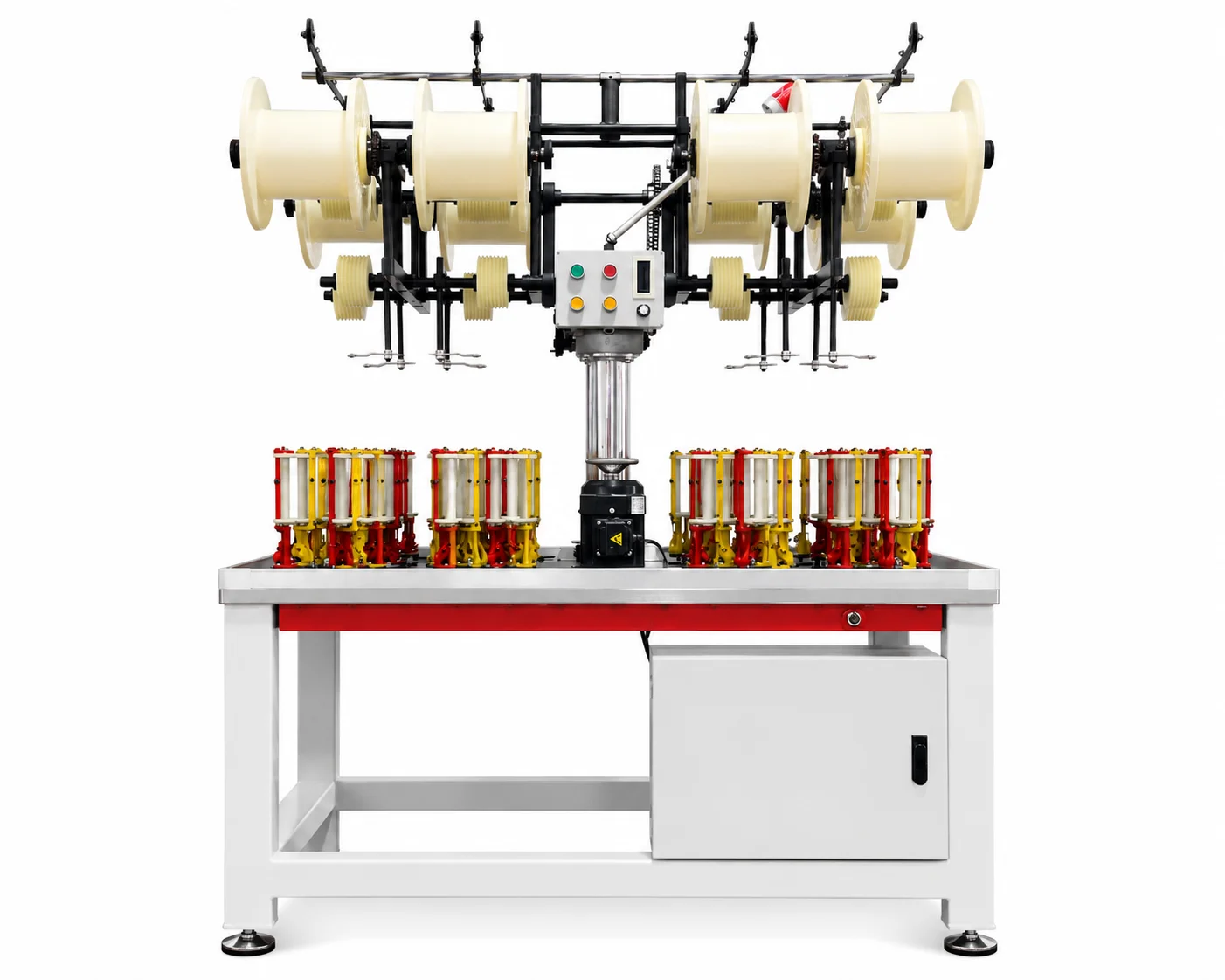
弹性持久、回复率高的专业松紧带编织设备
松紧带广泛应用于服装、医疗、运动器材等领域,其编织工艺的核心挑战在于弹性纱线(氨纶、橡胶丝)的高伸长率和回弹特性。丰岩机械提供从普通服装松紧带到医用高弹绷带的全系列编织解决方案,弹性恢复率可达90%以上,满足各行业对弹性和耐用性的严格要求。
材料适配
适用材料
氨纶丝(20D-140D)
橡胶丝(#30-#90)
尼龙包覆纱
涤纶包覆纱
棉纱
乳胶丝
推荐机型
推荐设备
质量控制
质量控制标准
带宽一致性
宽度偏差≤±3%
弹性恢复率
100%拉伸后1分钟恢复≥90%
拉伸强度
≥标称值85%
耐疲劳性
5000次拉伸循环后恢复率≥80%
色牢度
GB/T 3921 ≥4级
耐洗性
50次洗涤后弹性保持≥85%